Project Case Study
Heat Exchange Skid for a Supercritical Carbon Dioxide Coaxial-Casing Medium-Deep Geothermal Project
This heat exchange skid is used in the world's first applied geothermal heat extraction project using supercritical carbon dioxide, commissioned by China Huaneng in Zhengzhou, Henan. Sharp Eagle provided the complete heat exchange skid for the project. The system uses supercritical carbon dioxide instead of water as the heat transfer medium, sends it into a geothermal well about 2,500 meters deep to absorb underground heat, and then transfers that heat to residential heating water through the heat exchange skid after it returns to the surface.

3D Model Images
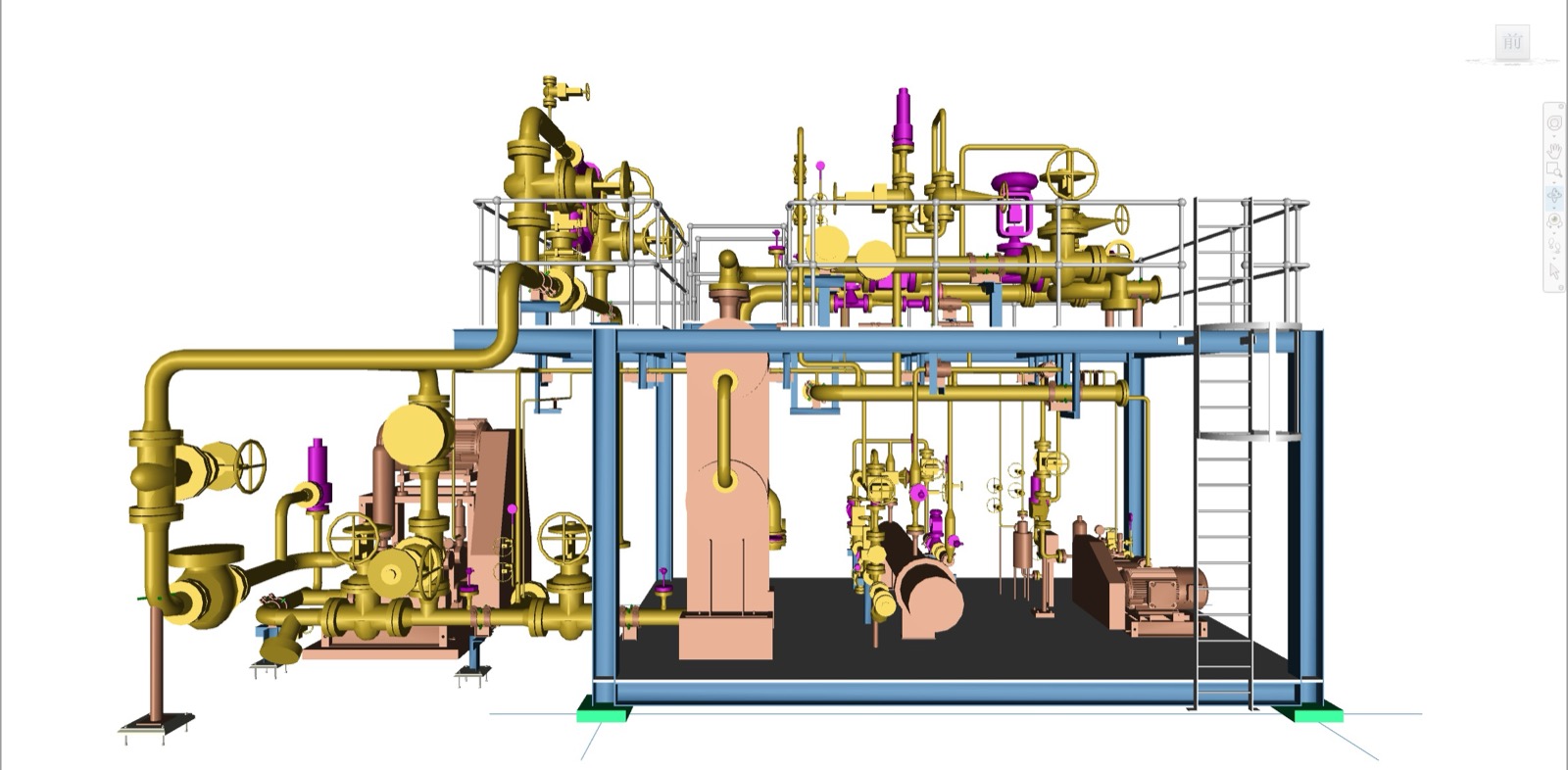
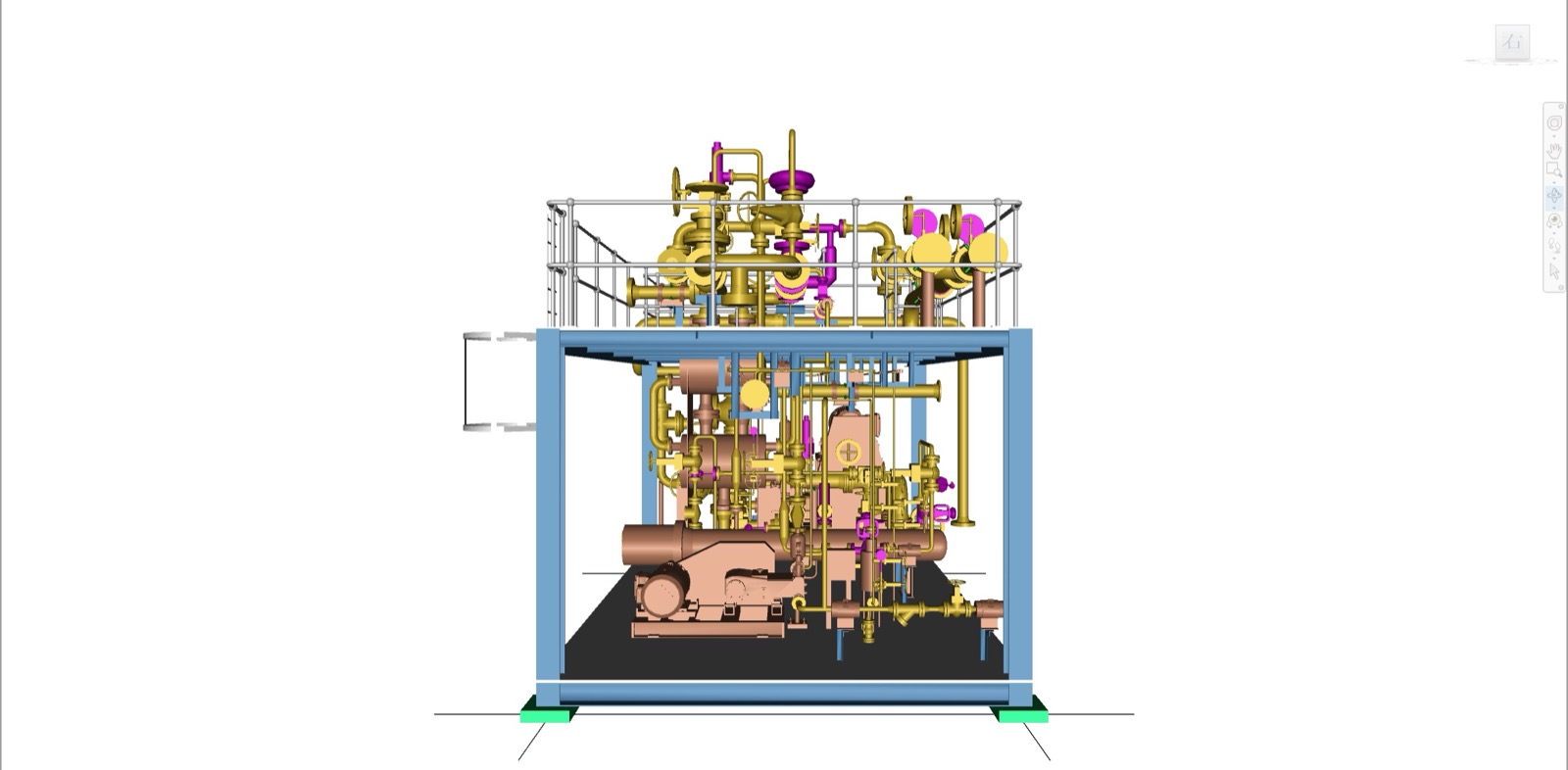
10.2 m x 4.0 m x 4.4 m
Project Background
Engineering support for the world's first applied project
Driven by the demand for clean heating and more efficient use of geothermal energy, this project moved medium-deep geothermal development from resource extraction toward engineering application. Compared with traditional water-based heat extraction, the closed-loop supercritical carbon dioxide cycle places higher requirements on surface heat exchange, pressure-bearing equipment, piping integration, and long-term operating stability.
Using carbon dioxide instead of water for heat extraction
The project uses supercritical carbon dioxide as the heat transfer medium. It enters the deep geothermal well to absorb heat, returns to the surface, and then transfers that heat to heating water. Compared with traditional water-based heat extraction, carbon dioxide has lower flow resistance and higher heat extraction efficiency.
Improving efficiency and reducing heating energy consumption
The properties of supercritical carbon dioxide are better suited to deep heat extraction. It can help increase heat extraction capacity by about 20% and reduce unit heating energy consumption by about 10%. After commissioning, the project can meet the centralized winter heating needs of more than 18,000 square meters of residential housing.
No groundwater extraction, clean and safe
The closed-loop heat extraction process does not extract groundwater, contaminate formations, or disturb the geological environment. Based on project operation estimates, it can replace about 288 metric tons of standard coal each year and reduce carbon dioxide emissions by about 750 metric tons.
Technical Challenges
The challenge was not only heat exchange, but the full engineering of a high-pressure supercritical system
Supercritical carbon dioxide must operate under specific temperature and pressure conditions. The project placed demanding requirements on the heat exchanger, pressure vessels, thick-wall piping, weld quality, instrumentation control, and overall skid layout.
Difficult supercritical-state control
Carbon dioxide must maintain a supercritical state, which requires pressure, temperature, flow, and heat exchange efficiency to be controlled together. Instability in any part of the system could affect heat extraction efficiency and operating safety.
High system pressure class
The project was designed around 20 MPa-class high-pressure conditions. The heat exchanger, pressure vessels, piping, valves, and instruments all needed to match the high-pressure operating environment, and design and manufacturing margins could not be treated like ordinary service conditions.
Constrained module envelope
Within a 10,200 x 4,000 x 4,400 mm module envelope, the design had to address equipment arrangement, piping routes, maintenance access, lifting and transportation, site tie-ins, and later maintenance. Compactness alone was not enough.
Sharp Eagle Solution
Multidisciplinary coordination turned the high-pressure heat exchange system into a deliverable skid module
Sharp Eagle carried out detailed engineering around the high-pressure heat exchanger and supercritical carbon dioxide operating conditions, integrating steel structure, piping process, equipment, electrical and instrumentation, and manufacturing inspection requirements into one solution that could be fabricated, inspected, transported, and connected on site.
Multidisciplinary joint design
Steel structure, piping process, equipment, electrical, instrumentation, and other disciplines worked in parallel, considering equipment size, piping stress, operating space, instrument interfaces, and control requirements together to avoid late-stage rework between disciplines.
Detailed engineering around the core heat exchanger
The core equipment was the high-pressure heat exchanger. The solution focused on heat exchanger arrangement, high-pressure piping on the carbon dioxide side, heating-water-side interfaces, valve and instrument layout, and maintenance space, so the system could meet process requirements while remaining manufacturable and operable.
Factory-stage risk control before delivery
Through modular skid design, welding, assembly, dimensional checks, electrical and instrumentation wiring, pressure testing, and FAT were completed as much as possible in the factory. Site work mainly focused on positioning, connection, and commissioning preparation, reducing cross-construction risk on site.
Manufacturing and Quality Assurance
Manufacturing verification around a high-pressure heat exchange system
Because the project had a high pressure class and thick-wall piping and vessels, the key controls focused on weld quality, non-destructive testing, and pressure verification.
Thick-wall welding control
For high-pressure piping and pressure vessels, bevel preparation, fit-up, welding parameters, and post-weld quality were controlled.
100% non-destructive testing
Key welds were inspected by radiographic testing or phased-array testing as required, so potential issues could be identified and addressed before delivery as much as possible.
Pressure test verification
Pressure, sealing, and functional checks were completed before delivery to confirm that the skid met delivery acceptance requirements.
Qualification and document closure
Material, welding, inspection, testing, and FAT records were archived for customer acceptance and later traceability.
Have a similar high-pressure heat exchange skid or clean energy skid project?
Send us your P&ID, operating parameters, pressure and temperature, heat exchange requirements, size envelope, site interfaces, and acceptance standards. Sharp Eagle will evaluate a suitable skid-mounted solution for your project by combining process, equipment, piping, steel structure, and electrical and instrumentation requirements.